Content
- 1 Understanding Waste Heat Boiler Economizers
- 2 Key Components of a Waste Heat Boiler Economizer
- 3 How Waste Heat Boiler Economizers Work
- 4 Benefits of Installing an Economizer
- 5 Applications in Industry
- 6 Design Considerations for Optimal Performance
- 7 Maintenance Practices
- 8 Efficiency Metrics and Performance Evaluation
- 9 Conclusion
Understanding Waste Heat Boiler Economizers
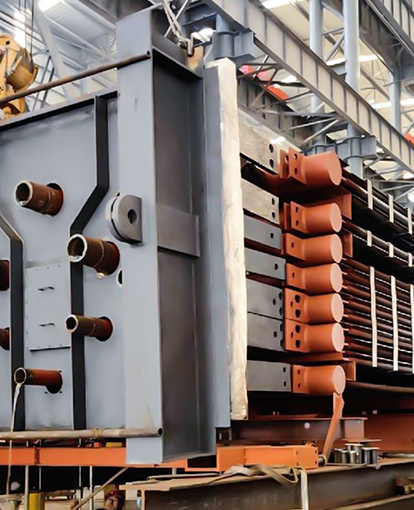
A waste heat boiler economizer is a crucial component in modern industrial systems that recovers heat from exhaust gases and improves overall thermal efficiency. By capturing residual heat from flue gases, it reduces fuel consumption and lowers operational costs. Waste heat recovery systems are widely used in power plants, steel mills, and chemical processing industries to maximize energy utilization.
Key Components of a Waste Heat Boiler Economizer
A typical waste heat boiler economizer consists of several essential components designed to optimize heat transfer and maintain safe operation:
- Economizer Tubes: High-conductivity metal tubes where flue gas passes and transfers heat to the water or steam inside.
- Headers and Manifolds: Distribute water evenly to ensure uniform heat absorption and reduce thermal stress.
- Inlet and Outlet Dampers: Control the flow of flue gas and maintain efficient heat recovery under varying load conditions.
- Support Structure: Provides mechanical stability and accommodates thermal expansion of the tubes.
How Waste Heat Boiler Economizers Work
The working principle of a waste heat boiler economizer is straightforward yet highly efficient. Hot flue gases leaving the furnace or boiler pass through the economizer tubes. The thermal energy from the gases is transferred to the water flowing inside the tubes, preheating it before it enters the main boiler. This process not only increases boiler efficiency but also reduces fuel consumption and greenhouse gas emissions.
Heat Transfer Mechanism
The economizer relies on convective heat transfer, where the hot flue gas transfers energy to the cooler water. The efficiency of this process depends on:
- Flue gas temperature and flow rate
- Surface area and material of the economizer tubes
- Water velocity and temperature inside the tubes
Benefits of Installing an Economizer
Integrating a waste heat boiler economizer into an industrial boiler system offers multiple advantages, including:
- Improved Fuel Efficiency: Preheating feedwater reduces the amount of fuel needed to reach operating temperatures.
- Lower Emissions: Reduced fuel consumption directly decreases CO2 and NOx emissions.
- Extended Boiler Life: Lower thermal shock to the main boiler improves longevity and reduces maintenance costs.
- Cost Savings: Energy recovery lowers operational costs and supports sustainable practices.
Applications in Industry
Waste heat boiler economizers are highly versatile and used in a variety of industrial applications:
- Power Plants: Preheating boiler feedwater to increase overall plant efficiency.
- Steel and Cement Plants: Recovering heat from kilns and furnaces to save energy.
- Chemical Processing: Utilizing waste heat from exothermic reactions to improve energy management.
- Waste-to-Energy Plants: Capturing residual heat from incineration processes.
Design Considerations for Optimal Performance
Effective economizer design requires careful attention to thermal and mechanical factors to ensure long-term efficiency and safety. Key considerations include:
- Tube Material Selection: Stainless steel or high-grade alloys are preferred for corrosion resistance.
- Flue Gas Composition: Acidic or particulate-laden gases require additional protective coatings or filtration.
- Pressure Drop: Minimizing pressure drop ensures smooth operation and prevents excess energy loss.
- Cleaning and Maintenance: Designs should allow for easy access to tubes for regular cleaning to maintain heat transfer efficiency.
Maintenance Practices
Proper maintenance is crucial for the longevity and efficiency of a waste heat boiler economizer. Recommended practices include:
- Regular inspection of tube surfaces for soot and scaling.
- Cleaning of internal water channels to prevent blockage and corrosion.
- Monitoring flue gas temperatures and pressures to detect operational anomalies.
- Replacing damaged or corroded tubes promptly to avoid efficiency loss.
Efficiency Metrics and Performance Evaluation
Evaluating the efficiency of a waste heat boiler economizer involves tracking parameters such as:
| Parameter | Unit | Significance |
| Feedwater Temperature Rise | °C | Indicates energy recovered from flue gas |
| Flue Gas Exit Temperature | °C | Lower temperature means higher heat recovery |
| Fuel Consumption Reduction | % | Measures economic benefits of the economizer |
Conclusion
A waste heat boiler economizer is an essential tool for enhancing energy efficiency and sustainability in industrial operations. Through careful design, regular maintenance, and monitoring, these systems provide substantial cost savings, reduce emissions, and improve overall operational efficiency. Investing in an economizer is a practical step toward energy optimization and long-term industrial sustainability.