-
+86-15669958270
-
-



About us
Cover An Area

Factory Area

Employees

Export Countries
Product Categories
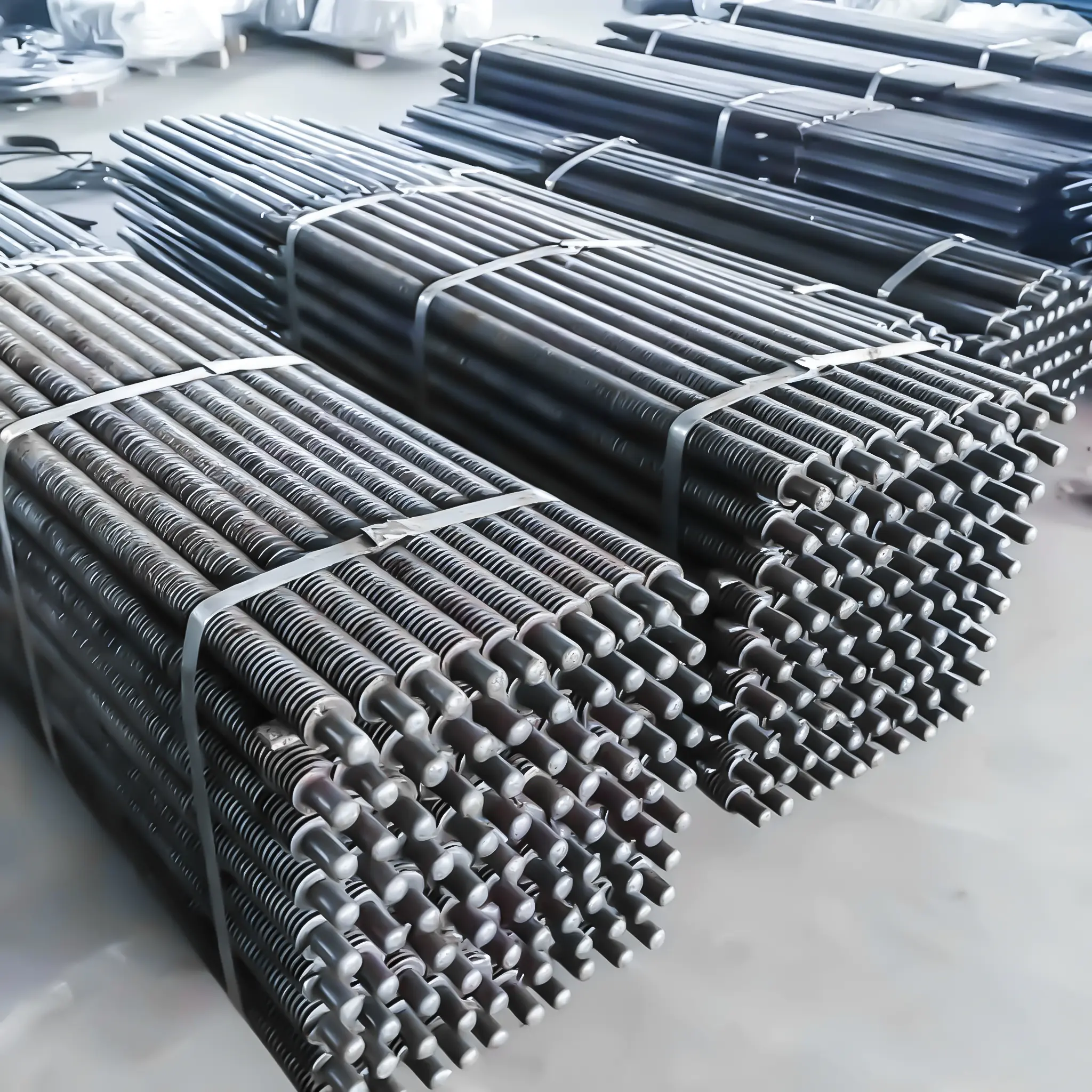
A Heat Recovery Steam Generator is an integrated, modular waste heat recovery de

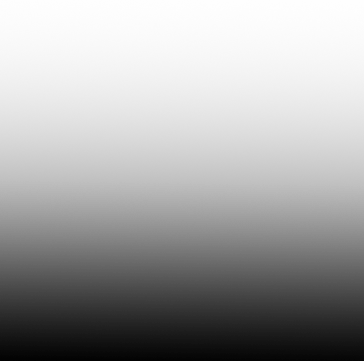
The economizer module is a core functional module used in thermal systems such a

Finned tubes, by expanding heat transfer area and reducing flue gas-side thermal
Our Strength


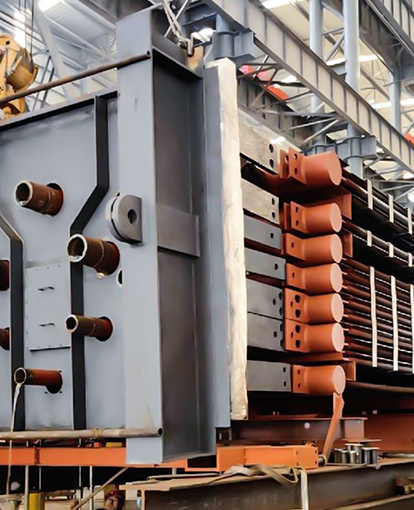
Our heat exchange solutions serve power plants, refineries, metallurgical systems. and various industrial energy scenarios worldwide.







Heater of Taiwan Formosa Plastic (Material: 2205) Cooler of Taiwan Formosa Plastic (Material: ND) Low - temperature economizer modules

Material:SA210C、09CrSuSb、T91、12Cr1MoVG HRSG modules

9H HRSG for Guangyuan Power Plant 2#Material:SA210C、09CrSuSb、T91、12Cr1MoVG HRSG modules
NEWS
Wuxi Jinker Power Equipment Co., Ltd.