Content
Understanding Boiler Finned Tubes
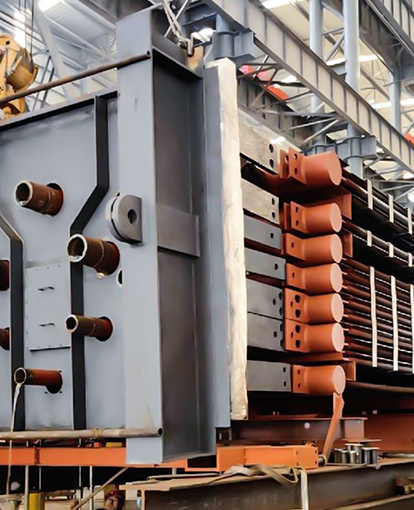
Boiler finned tubes are essential for enhancing heat transfer efficiency in industrial boilers. By increasing the surface area of the tube, these fins allow for faster and more effective heat exchange, which reduces fuel consumption and improves overall boiler performance.
Types of Finned Tubes
1. Integral Finned Tubes
Integral finned tubes are manufactured by rolling or extruding fins directly onto the tube surface. This creates a solid bond, resulting in high thermal conductivity and long service life. Common applications include high-temperature boilers and heat recovery units.
2. Welded Finned Tubes
Welded finned tubes have fins attached to the base tube through welding. While slightly less efficient than integral fins, they allow for more customization in fin spacing and thickness. These tubes are often used in low to medium-pressure boilers.
3. Mechanical or Wrapped Fins
Mechanical fins are wrapped around the tube and mechanically bonded. This type offers flexibility for retrofitting existing boilers but may have lower heat transfer efficiency compared to integral fins.
Materials Used in Finned Tubes
Finned tubes can be made from various metals, depending on operating conditions:
- Carbon steel – Common for standard boiler applications, cost-effective.
- Stainless steel – Resistant to corrosion and high-temperature scaling.
- Copper alloys – High thermal conductivity, ideal for low-pressure heat exchangers.
- Aluminum fins – Lightweight and highly efficient for low-temperature systems.
Heat Transfer Efficiency and Performance
The main advantage of finned tubes is enhanced heat transfer efficiency. By extending the surface area by 3 to 5 times compared to smooth tubes, finned tubes allow boilers to achieve:
- Faster heat exchange between flue gases and water/steam.
- Reduced fuel consumption by up to 10–15% in some industrial boilers.
- Lower flue gas exit temperatures, improving overall energy efficiency.
Design Considerations
When selecting finned tubes for a boiler, consider the following factors:
- Fin height and pitch – Affects surface area and pressure drop.
- Tube diameter and thickness – Must handle boiler pressure safely.
- Material compatibility – Must resist corrosion from flue gases and boiler water.
- Maintenance accessibility – Easier to clean tubes reduce fouling and efficiency loss.
Maintenance and Longevity
Proper maintenance extends the service life of finned tubes. Key practices include:
- Regular cleaning to remove soot and scale buildup.
- Periodic inspection for corrosion, cracks, or loose fins.
- Replacement of damaged sections to maintain efficiency.
With proper care, finned tubes can last 15–20 years in industrial boiler systems.
Conclusion
Boiler finned tubes are critical for improving heat transfer efficiency, reducing fuel consumption, and extending boiler lifespan. Selecting the right type, material, and design while ensuring proper maintenance ensures optimal performance in any industrial boiler system.