Content
- 1 What Is an Industrial Waste Heat Boiler?
- 2 Key Industries and Their Waste Heat Profiles
- 3 Main Types of Industrial Waste Heat Boilers
- 4 How a Waste Heat Boiler Works: Step by Step
- 5 Economic and Environmental Benefits
- 6 Critical Design Considerations
- 7 Maintenance Best Practices
- 8 Emerging Trends in Waste Heat Boiler Technology
- 9 How to Evaluate Whether a Waste Heat Boiler Is Right for Your Facility
An industrial waste heat boiler is a heat recovery system that captures thermal energy from high-temperature exhaust gases or process streams—energy that would otherwise be vented into the atmosphere—and converts it into usable steam or hot water. In cement plants, steel mills, glass furnaces, and chemical facilities, these boilers routinely recover 15% to 40% of total fuel input that would otherwise be wasted, directly reducing operating costs and carbon emissions without any additional fuel combustion.
For any facility generating flue gas above 300°C (572°F), a waste heat boiler is not just an efficiency upgrade—it is one of the highest-return capital investments available in industrial energy management.
What Is an Industrial Waste Heat Boiler?
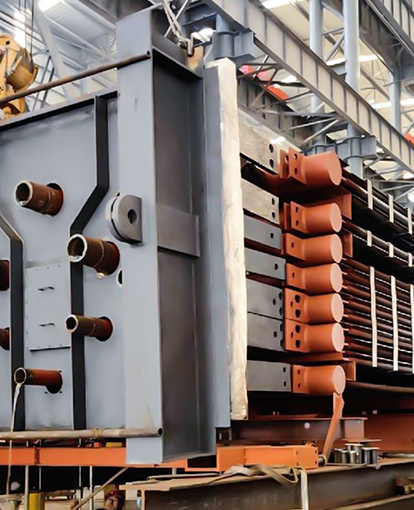
A waste heat boiler (WHB) is a specialized heat exchanger placed downstream of an industrial process—such as a gas turbine exhaust, rotary kiln, or chemical reactor—to absorb residual thermal energy and produce steam. Unlike conventional boilers, waste heat boilers use no primary burner; the hot gas stream itself is the heat source.
The steam generated can serve multiple purposes:
- Driving steam turbines for electricity generation
- Providing process heat for downstream operations
- Heating buildings or facilities (district heating)
- Powering absorption chillers for industrial cooling
The simplest design routes hot gases through a shell-and-tube heat exchanger containing water tubes. More advanced configurations add economizers, superheaters, and evaporators in series to extract the maximum possible energy before exhaust gases are discharged.
Key Industries and Their Waste Heat Profiles
Waste heat boilers are deployed across a wide range of heavy industries. The viability and design of the boiler depends heavily on exhaust gas temperature, volume, and composition.
| Industry | Heat Source | Exhaust Temp (°C) | Typical Recovery Rate |
|---|---|---|---|
| Cement | Rotary kiln / preheater | 300–400 | 20–30% |
| Steel / Metallurgy | Electric arc furnace / converter | 900–1,400 | 30–40% |
| Glass Manufacturing | Furnace flue gas | 400–600 | 25–35% |
| Petrochemical | Cracker / reformer exhaust | 500–900 | 30–45% |
| Gas Turbine (CCGT) | Turbine exhaust (HRSG) | 450–600 | Up to 60% overall |
In steel production, for example, a single 100-ton electric arc furnace can generate enough recoverable waste heat to produce 20–30 tonnes of steam per heat cycle—enough to power onsite auxiliary equipment entirely.
Main Types of Industrial Waste Heat Boilers
Selecting the right boiler type depends on gas temperature, dust load, corrosive content, and space constraints. The three primary configurations are:
Fire-Tube Waste Heat Boilers
Hot gases pass through tubes submerged in a water shell. Best suited for moderate temperatures (below 500°C) and lower gas volumes. Common in small-to-medium chemical plants. Simpler to maintain, but limited in steam pressure output—typically below 18 bar.
Water-Tube Waste Heat Boilers
Water circulates inside tubes while hot gas flows around them. Capable of handling very high temperatures and pressures—up to 150 bar and 550°C superheat—making this the preferred design for steel mills, cement plants, and power-generation HRSGs. Water-tube boilers can also accommodate high-dust gas streams with appropriate gas-side cleaning provisions.
Heat Recovery Steam Generators (HRSG)
A specialized form of water-tube boiler used downstream of gas turbines in combined-cycle power plants. Multi-pressure designs (high, intermediate, and low pressure drums) extract heat across a wide temperature range. A three-pressure HRSG can improve overall plant efficiency from roughly 35% (simple cycle) to 55–62% (combined cycle).
How a Waste Heat Boiler Works: Step by Step
- Hot gas entry: Exhaust gas from the industrial process enters the boiler inlet at high temperature, often with particulate matter or corrosive compounds.
- Radiation and convection sections: In high-temperature applications, a radiant section absorbs the most intense heat first; convection tube banks follow.
- Evaporation: Feedwater absorbs heat, converts to steam in the drum or tubes.
- Superheating (optional): Steam passes through a superheater section for higher enthalpy and turbine efficiency.
- Economizer: Remaining gas heat preheats incoming feedwater, pushing exhaust temperature down to 150–200°C before stack discharge.
- Gas exit and treatment: Cooled exhaust passes through dust collectors, scrubbers, or SCR units before emission.
The approach temperature—the difference between the exhaust gas outlet temperature and the saturation temperature of steam—is a critical design parameter. A well-optimized system targets an approach temperature of 10–20°C, balancing heat recovery against the risk of acid condensation on tube surfaces.
Economic and Environmental Benefits
The financial case for waste heat boilers is well documented. A cement plant producing 3,000 tonnes of clinker per day typically vents exhaust at 320–380°C. Installing a waste heat power generation (WHPG) system on both the preheater and clinker cooler outlets can generate 8–12 MW of electricity—covering 25–35% of the plant's total power demand with zero additional fuel.
Payback periods vary by energy cost and system size, but typically fall in the 3–6 year range for large industrial installations. In regions with high electricity tariffs (above $0.08/kWh), payback can occur in under 3 years.
On the environmental side, each megawatt-hour of electricity recovered from waste heat avoids approximately 0.5–0.8 tonnes of CO₂ (depending on the regional grid mix) that would have been generated by fossil fuel power plants. For a medium-scale steel plant recovering 15 MW continuously, this translates to over 50,000 tonnes of CO₂ avoided annually.
Critical Design Considerations
Poorly designed waste heat boilers fail prematurely or underperform. The most common engineering challenges to address include:
Acid Dew Point Corrosion
If exhaust contains sulfur oxides (SOₓ), the gas must not be cooled below the acid dew point—typically 130–160°C for sulfuric acid—or condensation will corrode tube surfaces rapidly. Economizer outlet temperatures must be controlled accordingly, and corrosion-resistant alloys (e.g., Corten steel, enamel-coated tubes) may be required.
High Dust Loading
Cement kiln and steel furnace exhaust often carries 20–80 g/Nm³ of particulate matter. Tube spacing must be wide enough (typically minimum 150–200 mm pitch) to prevent ash bridging, and hoppers or rapping systems must be integrated to clean tube banks during operation.
Thermal Cycling and Material Selection
Batch processes (like electric arc furnaces) expose boiler tubes to rapid temperature swings. This thermal fatigue requires low-alloy steels with good ductility for moderate temperatures, or austenitic stainless steel (e.g., AISI 304H, 347H) for sections exposed above 550°C.
Bypass and Control Systems
The industrial process must not be disrupted if the boiler requires maintenance. A bypass damper system allows the waste gas to bypass the boiler and go directly to the stack, ensuring process continuity. Modern installations include automated gas temperature and flow control for both safety and steam quality management.
Maintenance Best Practices
The service life of a waste heat boiler—typically 20–30 years—depends heavily on maintenance discipline. Key practices include:
- Water quality control: Maintain feedwater hardness below 0.1 mg/L and oxygen below 7 ppb to prevent scale and pitting corrosion on the water side.
- Soot blowing: Regular soot blowing (steam or compressed air) of gas-side tube surfaces prevents fouling and maintains heat transfer efficiency.
- Tube thickness monitoring: Ultrasonic testing at planned intervals detects corrosion thinning before tube failure.
- Drum internal inspections: Annual inspection of steam drum internals, including separators and downcomers, ensures steam quality and natural circulation integrity.
- Safety valve testing: Pressure relief valves must be tested according to regulatory schedules—typically every 12–24 months depending on jurisdiction.
Emerging Trends in Waste Heat Boiler Technology
The field continues to evolve, driven by tighter carbon regulations and advances in materials science:
- Supercritical steam parameters: New HRSG designs targeting steam at 600°C and 300 bar to match ultra-supercritical turbine cycles, raising combined-cycle efficiency above 63%.
- Organic Rankine Cycle (ORC) integration: For low-grade waste heat sources below 300°C, ORC systems using organic working fluids can generate power where traditional steam cycles are not viable.
- Digital twin and predictive maintenance: Real-time sensor networks combined with AI-based modeling allow operators to predict tube failures, optimize steam output, and schedule maintenance before unplanned shutdowns occur.
- Green hydrogen compatibility: As hydrogen replaces natural gas in industrial furnaces, boiler designs are being adapted for hydrogen-rich combustion flue gases, which have higher water vapor content and different thermal profiles.
How to Evaluate Whether a Waste Heat Boiler Is Right for Your Facility
A preliminary feasibility assessment should examine four core parameters:
- Exhaust gas temperature: Sustained temperatures above 300°C are generally required for economic steam generation. Lower temperatures may suit ORC systems.
- Gas flow rate: Higher volumetric flow rates increase recoverable energy. A flow below 10,000 Nm³/h may not justify a standalone boiler but could be combined with other waste streams.
- Process continuity: Continuous processes (cement, petrochemical) offer higher annual operating hours and faster payback than batch processes (foundries, forges).
- Steam or power demand: On-site demand for steam or electricity determines whether recovered energy can be used directly or must be exported—which affects project economics significantly.
As a rule of thumb, facilities with exhaust gas streams above 500°C and flow rates above 50,000 Nm³/h will almost always find waste heat boiler installation economically justified at current energy prices.