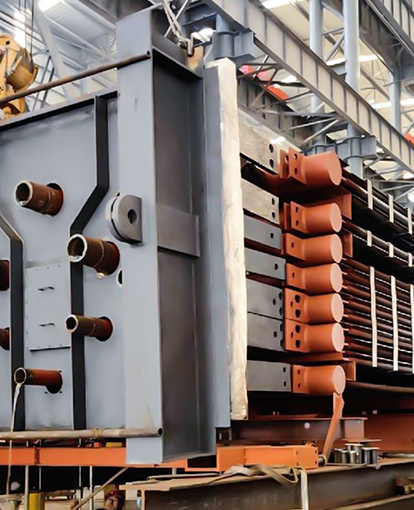
The role of insulated economizers in industrial boilers lies in efficiently recovering flue gas waste heat, reducing exhaust gas temperature, cutting pollutant emissions, and protecting equipment. They significantly improve boiler energy efficiency and operational stability, serving as core components for industrial energy conservation transformation.
1. Efficient Waste Heat Recovery to Improve Energy Utilization
Low-temperature economizers are typically installed in the tail flue of boilers (before or after dust collectors). Their core function is to recover low-temperature waste heat from flue gas that has not been utilized. When the flue gas temperature drops below the dew point (approximately 120°C), the low-temperature economizer condenses water vapor in the flue gas, releases latent heat, and converts it into heating medium water—improving waste heat recovery efficiency by 15% to 20%. For example, after installing a low-temperature economizer in a 65 t/h coal-fired boiler, the exhaust gas temperature decreased from 250°C to 100°C, the thermal efficiency increased by 5% to 8%, and the annual savings in standard coal reached approximately 2,000 tons, directly reducing fuel costs.
2. Reduce Exhaust Gas Temperature to Lower Thermal Pollution and Pollutant Emissions
By lowering the exhaust gas temperature below the acid dew point, low-temperature economizers promote the condensation of water vapor in the flue gas. This causes some acidic gases (such as SO₂ and NOₓ) to dissolve in the condensed water, reducing acidic gas emissions by 30% to 50%. Meanwhile, the decrease in exhaust gas temperature leads to a reduction in flue gas volume, which relatively increases dust concentration. When combined with dust collectors, this can improve dust collection efficiency by 10% to 15%, significantly reducing particulate matter emissions. In addition, the emission of low-temperature flue gas reduces thermal pollution to the environment, complying with environmental protection regulations.
3. Protect the Boiler Body to Extend Equipment Service Life
Low-temperature economizers reduce the erosion and corrosion of high-temperature flue gas on components such as the boiler’s tail flue and induced draft fans by lowering the exhaust gas temperature. For instance, in coal-fired boilers, low-temperature economizers can reduce the flue gas temperature to below 120°C; when used with desulfurization devices, they can effectively prevent low-temperature corrosion, reducing the failure rate of induced draft fans by 40%. At the same time, the economizers themselves are made of seamless steel pipes (e.g., 20G boiler steel) that are resistant to high temperatures and pressures, capable of withstanding a feedwater pressure of 10 to 16 MPa, thus acting as a safe buffer barrier for the boiler body.
4. Optimize Operational Stability to Reduce Maintenance Costs
By preheating feedwater, low-temperature economizers bring the temperature of water entering the boiler close to the saturation temperature (with a temperature difference ≤ 20°C), which greatly reduces the thermal stress on the boiler drum and extends the drum’s service life by more than 30%. Furthermore, the process of waste heat recovery by economizers is relatively stable, which can reduce fluctuations in boiler heat load, provide stable operating conditions for automatic control, facilitate accurate regulation by operators, and improve system reliability.
1. Efficient Waste Heat Recovery to Improve Energy Utilization
Low-temperature economizers are typically installed in the tail flue of boilers (before or after dust collectors). Their core function is to recover low-temperature waste heat from flue gas that has not been utilized. When the flue gas temperature drops below the dew point (approximately 120°C), the low-temperature economizer condenses water vapor in the flue gas, releases latent heat, and converts it into heating medium water—improving waste heat recovery efficiency by 15% to 20%. For example, after installing a low-temperature economizer in a 65 t/h coal-fired boiler, the exhaust gas temperature decreased from 250°C to 100°C, the thermal efficiency increased by 5% to 8%, and the annual savings in standard coal reached approximately 2,000 tons, directly reducing fuel costs.
2. Reduce Exhaust Gas Temperature to Lower Thermal Pollution and Pollutant Emissions
By lowering the exhaust gas temperature below the acid dew point, low-temperature economizers promote the condensation of water vapor in the flue gas. This causes some acidic gases (such as SO₂ and NOₓ) to dissolve in the condensed water, reducing acidic gas emissions by 30% to 50%. Meanwhile, the decrease in exhaust gas temperature leads to a reduction in flue gas volume, which relatively increases dust concentration. When combined with dust collectors, this can improve dust collection efficiency by 10% to 15%, significantly reducing particulate matter emissions. In addition, the emission of low-temperature flue gas reduces thermal pollution to the environment, complying with environmental protection regulations.
3. Protect the Boiler Body to Extend Equipment Service Life
Low-temperature economizers reduce the erosion and corrosion of high-temperature flue gas on components such as the boiler’s tail flue and induced draft fans by lowering the exhaust gas temperature. For instance, in coal-fired boilers, low-temperature economizers can reduce the flue gas temperature to below 120°C; when used with desulfurization devices, they can effectively prevent low-temperature corrosion, reducing the failure rate of induced draft fans by 40%. At the same time, the economizers themselves are made of seamless steel pipes (e.g., 20G boiler steel) that are resistant to high temperatures and pressures, capable of withstanding a feedwater pressure of 10 to 16 MPa, thus acting as a safe buffer barrier for the boiler body.
4. Optimize Operational Stability to Reduce Maintenance Costs
By preheating feedwater, low-temperature economizers bring the temperature of water entering the boiler close to the saturation temperature (with a temperature difference ≤ 20°C), which greatly reduces the thermal stress on the boiler drum and extends the drum’s service life by more than 30%. Furthermore, the process of waste heat recovery by economizers is relatively stable, which can reduce fluctuations in boiler heat load, provide stable operating conditions for automatic control, facilitate accurate regulation by operators, and improve system reliability.