Content
- 1 Why ASME Compliance Defines Boiler Safety
- 2 ASME BPVC Section I: What It Actually Governs
- 3 Boiler Pressure Parts: The Components That Matter Most
- 4 Material Selection: Where Compliance Gets Specific
- 5 Economizers and Finned Tubes: Efficiency Within the Code
- 6 Practical Checklist for ASME-Compliant Boiler Procurement
- 7 The Long-Term Value of Getting It Right
Why ASME Compliance Defines Boiler Safety
Boiler failures are rarely random—they trace back to a single skipped standard, a misapplied material grade, or a welding procedure that never got qualified. The ASME Boiler and Pressure Vessel Code (BPVC) exists precisely to eliminate those gaps. First published over a century ago, it remains the single most authoritative framework governing how boilers are designed, fabricated, inspected, and certified worldwide.
For engineers and procurement teams selecting pressure equipment, understanding what ASME compliance actually requires—beyond the stamp on a nameplate—is the difference between a system that performs for decades and one that fails during hydrostatic testing.
ASME BPVC Section I: What It Actually Governs
ASME BPVC Section I covers the construction of power boilers, high-temperature water boilers, heat recovery steam generators (HRSGs), and certain fired pressure vessels in stationary or traction service. The rules apply to boilers generating steam at pressures above 15 psig, and to hot-water systems operating above 160 psig or 250°F.
Critically, Section I does not stop at the boiler shell. Superheaters, economizers, and all pressure parts connected directly to the boiler without an intervening valve fall within its scope. This means a non-compliant economizer coil or a misspecified finned tube bundle can put the entire boiler system outside code coverage—even if the drum itself is stamped correctly.
Key technical requirements under Section I include:
- Minimum wall thickness calculations (PG-27 formulas based on design pressure and material allowable stress)
- Maximum Allowable Working Pressure (MAWP) determination
- Material qualification per ASME Section II specifications
- Welding Procedure Specification (WPS) and Procedure Qualification Record (PQR) per Section IX
- Hydrostatic testing at 1.5 × MAWP before commissioning
- Third-party inspection and ASME "S" stamp certification
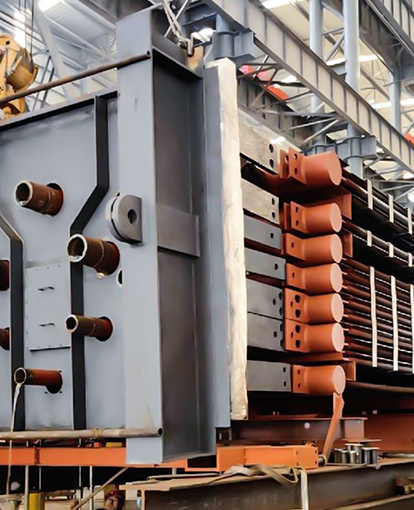
Boiler Pressure Parts: The Components That Matter Most
Pressure parts are any components that contain or transmit pressurized fluid within the boiler circuit. Their integrity directly determines system safety and service life. The main categories include:
| Pressure Part | Primary Function | Key ASME Requirement |
|---|---|---|
| Drums & Headers | Steam/water separation, flow distribution | Shell thickness, nozzle reinforcement |
| Superheater Tubes | Raise steam temperature above saturation | High-temperature alloy selection, creep limits |
| Economizer Coils | Preheat feedwater using flue gas heat | Within Section I scope if no intervening valve |
| Finned Tubes | Enhance heat transfer surface area | Tube material grade, fin attachment integrity |
| Pipe Fittings & Valves | Flow control and isolation | Standard pressure parts per PG-11 |
For industrial-scale applications—particularly in waste heat recovery and combined-cycle plants—the heat recovery steam generator (HRSG) pressure circuit integrates nearly all of the above components into a single system. Every weld joint, tube-to-header connection, and support structure must trace back to qualified procedures and certified materials.
Material Selection: Where Compliance Gets Specific
Section I permits only materials listed in ASME Section II, Part D, which specifies allowable stress values across temperature ranges. Using an unqualified material—even one with similar chemistry—voids the code certification and can trigger costly rework during third-party inspection.
For economizers operating in flue gas environments below 300°C, carbon steel grades such as SA-192 or SA-210 are standard choices. Superheaters exposed to temperatures above 550°C require alloy steels like SA-213 T91 or T22, which maintain strength under creep conditions. Material traceability from mill certificate to final assembly is non-negotiable under ASME requirements.
In practice, manufacturers with ASME "S" stamp authorization must document every heat number and maintain a quality control system audited by an Authorized Inspection Agency (AIA). This audit trail is what separates a genuinely compliant component from one that merely resembles the standard.
Economizers and Finned Tubes: Efficiency Within the Code
Modern boiler systems recover substantial energy through flue gas economizers installed downstream of the combustion zone. A well-designed economizer can recover 5–10% of fuel energy by preheating feedwater, directly reducing operating costs. When the economizer is connected to the boiler without an isolation valve—which is typical in power plant configurations—it operates under Section I jurisdiction and requires the same code compliance as the boiler itself.
Finned tube heat transfer surfaces are the core of most economizer and HRSG designs. The extended surface area created by fins allows significantly more heat exchange per unit of tube length, reducing the overall footprint. For ASME compliance, the base tube must meet Section I material requirements, and the finning process (welding, rolling, or extrusion) must not compromise tube wall integrity or introduce residual stresses beyond allowable limits.
Practical Checklist for ASME-Compliant Boiler Procurement
When specifying ASME standard boilers or ordering pressure parts from a manufacturer, the following points cut through complexity and protect project quality:
- Confirm ASME "S" stamp authorization — Verify the manufacturer holds a current certificate from ASME and an active agreement with an Authorized Inspection Agency.
- Review the Quality Control Manual — A compliant manufacturer maintains a documented QC system covering design, materials, welding, NDE, and hydrostatic testing.
- Check material certifications — Mill test reports should match the heat numbers stamped on components. Any gap in traceability is a red flag.
- Verify WPS/PQR coverage — Welding procedures must be qualified for the specific material combinations and joint geometries used in your system.
- Inspect the data report — Every ASME Section I boiler ships with a Manufacturer's Data Report (Form P-1 or equivalent), signed by both manufacturer and Authorized Inspector. Demand this document before acceptance.
The Long-Term Value of Getting It Right
ASME compliance is not a one-time checkbox—it is the foundation for safe long-term operation. Boilers certified under Section I are eligible for in-service inspection programs that extend equipment life and reduce insurance premiums. Non-compliant equipment, by contrast, may operate for years before an audit or incident exposes the gap, at which point the cost of remediation far exceeds what proper compliance would have required at the outset.
For projects involving industrial waste heat boilers, combined-cycle HRSGs, or process heating systems, selecting components built and certified to ASME standards is the most direct way to ensure both regulatory acceptance and engineering confidence across the equipment's full service life.