Content
- 1 What a Boiler Economizer Actually Does
- 2 The Real Numbers: Fuel Savings and Payback
- 3 Industrial Boiler Economizer: Three Core Application Types
- 4 Waste Heat Boiler Economizer: Recovering Heat from Process Exhaust
- 5 Emission Reductions: The Compliance Benefit
- 6 What to Verify Before Specifying an Economizer
- 7 Bottom Line
What a Boiler Economizer Actually Does
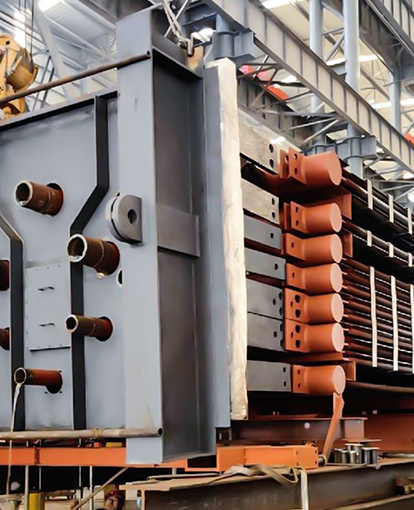
Industrial boilers typically exhaust flue gases at 200–400°C — heat that simply disappears up the stack if nothing captures it. A boiler economizer heat recovery solution is a heat exchanger installed in that exhaust path. It intercepts the hot flue gas and transfers that energy into the incoming feedwater before it reaches the evaporator.
The result: feedwater enters the boiler drum pre-heated rather than cold, so the burner does less work to generate steam. The physics are straightforward — every 40°F (22°C) drop in flue gas temperature raises boiler efficiency by roughly 1%. That single principle is why economizers are standard equipment in serious industrial operations.
The Real Numbers: Fuel Savings and Payback
According to U.S. Department of Energy data, a properly sized feedwater economizer reduces fuel consumption by 5–10% and typically pays for itself in under two years. For a facility running a 100 MMBtu/hr boiler with a 500°F stack temperature, recoverable heat alone can reach 4–5 MMBtu/hr — energy that was previously wasted.
Condensing economizers push further, dropping flue gas temperature low enough to condense water vapor in the exhaust. That phase-change recovers an additional ~1,000 BTU/lb of water vapor, pushing total fuel savings past 10% in optimal conditions. The tradeoff: condensing units require corrosion-resistant materials and a sufficiently cool process fluid stream to absorb the recovered heat.
For most industrial boilers — coal-fired, gas-fired, or biomass — a standard non-condensing boiler tail flue gas economizer is the practical starting point, with flue gas inlet temperatures between 120–400°C and feedwater as the heating medium.
Industrial Boiler Economizer: Three Core Application Types
Not all flue gas streams are equal. Economizer design needs to match the source:
- Boiler Tail Flue Gas: The most common configuration. Recovers heat from coal-fired, gas-fired, and biomass boiler exhausts at 120–400°C. Feedwater preheating is the primary function. Fin tube bundles maximize surface area in a compact footprint.
- Industrial Kiln Flue Gas: Ceramic kilns exhaust at 500–600°C; glass kilns at 400–500°C. These streams carry dust and aggressive particulates, so kiln flue gas economizer designs require enhanced sootblowing, corrosion-resistant alloys, and wider tube pitch to handle fouling.
- Process Equipment Flue Gas: Refinery heaters, chemical reactors, and coal-to-methanol synthesis towers operate at 250–400°C and may carry flammable or corrosive gases. Explosion-proof construction and sealed configurations are mandatory.
Matching the economizer type to the flue gas source — its temperature, dust load, and chemical composition — determines whether the unit delivers its rated efficiency gains or becomes a maintenance liability.
Waste Heat Boiler Economizer: Recovering Heat from Process Exhaust
A waste heat boiler economizer operates within a broader heat recovery steam generator (HRSG) system, capturing thermal energy from industrial process exhaust — furnace off-gases, exothermic reactor outlets, and engine exhaust streams — rather than from a fired boiler stack.
The economizer module sits downstream of the evaporator section in an HRSG, extracting residual low-grade heat to preheat feedwater before it enters the steam-generating section. This staged heat extraction means the system wrings maximum energy from a single exhaust stream. In combined-cycle power plants, this configuration is central to achieving overall plant efficiencies above 50%.
For waste treatment plants and chemical facilities where exhaust temperatures and flow rates fluctuate, modular economizer designs that can be staged or bypassed provide operational flexibility without sacrificing recovery efficiency.
Emission Reductions: The Compliance Benefit
Burning less fuel is not just an operating cost story — it directly cuts CO₂, NOₓ, and particulate emissions from the same combustion process. For facilities under carbon reduction mandates or tightening stack emission limits, an economizer delivers measurable compliance headroom without process changes.
A 7% fuel reduction on a mid-sized industrial boiler translates to hundreds of tonnes of CO₂ avoided annually. For enterprises working toward carbon neutrality targets, that is a concrete, auditable contribution — not an accounting adjustment.
What to Verify Before Specifying an Economizer
Four parameters determine whether an economizer will perform as expected:
- Flue gas inlet temperature and flow rate — sets the available heat budget.
- Feedwater inlet temperature — determines the temperature differential driving heat transfer.
- Dust and chemical composition of flue gas — drives material selection and cleaning system requirements.
- Minimum allowed stack outlet temperature — prevents acid dew point condensation on downstream ducting if operating in non-condensing mode.
These four inputs let engineers calculate recoverable heat (Q = m × Cp × ΔT), size the heat transfer surface, and select tube materials — whether carbon steel for moderate-temperature clean gas, or alloy steel for high-dust, high-temperature, or corrosive applications.
Skipping the flue gas composition analysis is the most common specification error. A unit designed for clean natural gas exhaust will foul rapidly on biomass or kiln flue gas without appropriate fin spacing and sootblower provisions.
Bottom Line
A boiler economizer is one of the highest-ROI efficiency investments available to industrial boiler operators. The underlying mechanism — capturing heat that was already produced and would otherwise be wasted — requires no changes to the combustion process and adds no new energy inputs. The 5–10% fuel reduction it delivers compounds across every operating hour. For facilities running boilers continuously, that arithmetic adds up fast.
The key is specifying the right configuration for the actual flue gas stream, not treating all economizers as interchangeable. Tail flue gas units, kiln-duty units, and process-equipment units each have distinct design requirements — and getting that match right is what separates a reliable long-term asset from a recurring maintenance problem.