-
+86-15669958270
-
-


Select the product you want


Inlet Flue Gas Temperature | 120-200°C |
| Outlet Flue Gas Temperature | 100-150°C |
| Inlet Feedwater Temperature | 80-120°C |
| Outlet Feedwater Temperature | 150-200°C |
| Heat Transfer Coefficient | 20 W/m²・K - 50 W/m²・K |
| Flue Gas Flow Rate | 8 m/s - 15 m/s |
| Feedwater Flow Rate | 1 m/s - 3 m/s |
| Flue Gas Pressure Drop | 100 Pa - 500 Pa |
| Feedwater Pressure Drop | 50 kPa - 200 kPa |
The most popular type recovers waste heat from flue gas discharged from the tail flue of boilers (e.g., coal-fired, gas-fired, and biomass-fired boilers). Flue gas temperatures typically range from 120-400°C, and the heating medium is boiler feed water. The core goal is to reduce flue gas temperatures and improve boiler thermal efficiency.
The design must adapt to boiler flue gas volume and temperature fluctuations. It is typically arranged in series with an air preheater (with an economizer placed after the air preheater to recover cooler flue gas). The structure is typically a serpentine or spiral finned tube type. Materials used include carbon steel, ND steel, or heat-resistant steel, depending on the flue gas composition.
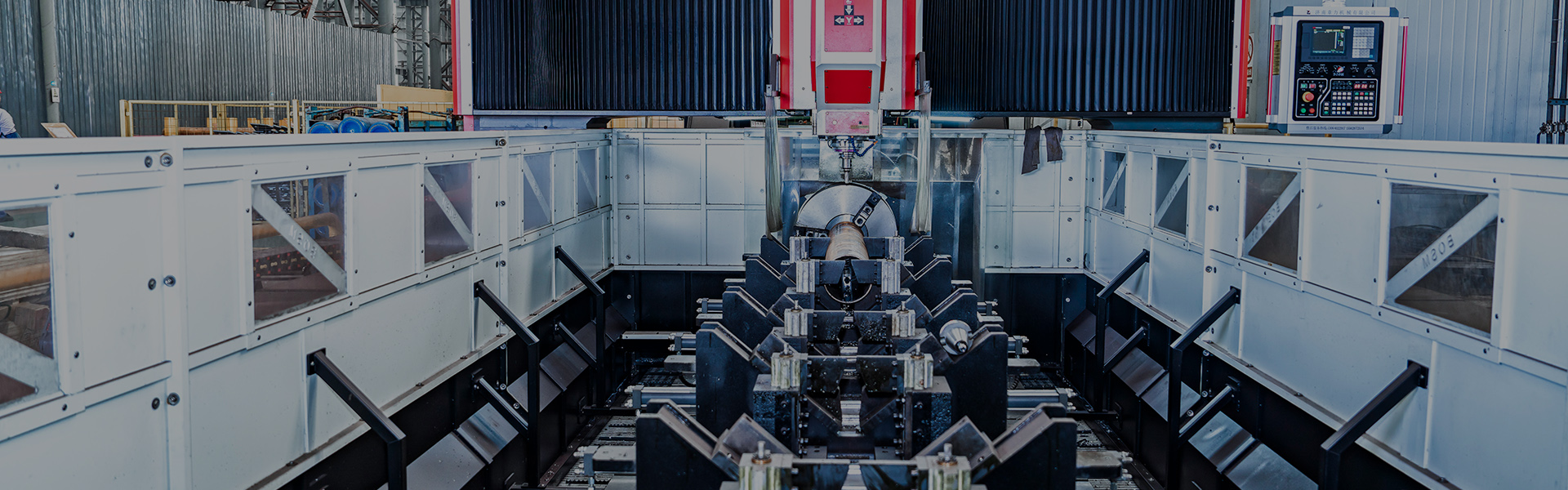
Boiler tail flue gas economizers are widely used in coal-fired, oil-fired, gas-fired, and waste heat boilers. When the high-temperature flue gas generated by combustion enters the tail duct, it still contains a significant amount of usable heat. The economizer transfers heat from the flue gas to the cold feed water entering the boiler through tube bundles or finned tubes, thereby reducing flue gas temperature, increasing feed water temperature, reducing the heat load of fuel combustion, and improving boiler efficiency. Boiler exhaust economizers are essential energy-saving devices in boiler systems. By effectively recovering waste heat from exhaust gases, preheating boiler feed water, and reducing fuel consumption, they not only improve boiler thermal efficiency but also reduce environmental pollutant emissions, making them a key tool for achieving energy conservation, consumption reduction, and green production.
You may also like
About us


Cover An Area

Factory Area

Employees

Export Countries

certificate

NEWS
Flue gas economizers are critical components in modern boiler systems, designed to recover residual heat from exhaust gases before they exit the stack. By preheating the feedwater or working fluids, economizers reduce fuel consumption and enhance overall plant efficiency. At Wuxi Jinker Power Equipment, we specialize in designing and manufacturing economizers tailored to specific boiler configurations and operational requirements.
Designing an efficient economizer requires careful consideration of flue gas composition, temperature, and flow rate. Factors such as particulate loading, acid dew point, and corrosion potential determine material selection and tube layout. Our engineering team uses advanced computational simulations to optimize heat transfer surfaces while minimizing fouling and pressure drops.
Flue gases often contain acidic components that can corrode economizer tubes. Selecting materials such as stainless steel or coated carbon steel can extend operational life. We provide custom material recommendations based on the specific fuel type and emission characteristics of each boiler system.
Proper tube arrangement ensures uniform heat distribution and reduces localized hot spots. Multi-pass designs and finned tube configurations can significantly increase heat transfer efficiency. At Wuxi Jinker Power, we leverage decades of experience to balance performance, durability, and maintenance considerations.
The tail flue gas of a boiler contains residual heat that, if not recovered, represents a loss in potential energy. Economizers installed at the tail end capture this heat and transfer it to the feedwater or auxiliary fluids. This process not only improves fuel utilization but also lowers stack temperatures, reducing environmental emissions. In our projects, integrating tail flue economizers has consistently yielded 8–15% reductions in fuel consumption.
Maintaining optimal performance of economizers involves regular inspection, cleaning, and monitoring of flue gas conditions. Soot blowers, chemical water treatment, and monitoring of differential pressure are essential practices. Our engineers at Wuxi Jinker Power provide tailored maintenance protocols to ensure long-term efficiency.
The installation of flue gas economizers has a direct impact on operational costs and emissions reduction. By recovering low-grade heat, plants can reduce fuel usage, cut CO2 emissions, and improve overall energy efficiency. The table below summarizes potential fuel savings for various boiler capacities:
| Boiler Capacity | Estimated Fuel Savings | Emission Reduction |
| 50 MW | 7–10% | Moderate |
| 100 MW | 10–12% | Significant |
| 200 MW | 12–15% | High |
Emerging developments include advanced corrosion-resistant coatings, integrated monitoring systems, and designs for ultra-low temperature flue gases. Combined with our engineering expertise at Wuxi Jinker Power, these innovations allow boiler operators to maximize energy recovery while extending equipment lifespan and reducing maintenance needs.
Economizer for Boiler Tail Flue Gas, including tail flue economizers, are essential for efficient energy recovery in industrial plants. With appropriate design, material selection, and operational management, they contribute to significant fuel savings and emission reduction. At Wuxi Jinker Power Equipment, we combine technical expertise and practical experience to deliver optimized economizer solutions for clients worldwide.
Wuxi Jinker Power Equipment Co., Ltd.