-
+86-15669958270
-
-


Select the product you want


Inlet flue gas temperature 300-600°C
Outlet flue gas temperature 100-150°C
Inlet feed water temperature 80-120°C
Outlet feed water temperature 150-200°C
Heat transfer area 100-500 m²
Heat transfer coefficient 20-50 W/m²·K
Flue gas flow rate 8-15 m/s
Feed water flow rate 1-3 m/s
Flue gas pressure drop 100-500 Pa
Feed water pressure drop 50-200 kPa
Recovering waste heat from exhaust gases from industrial kilns (such as ceramic kilns, glass kilns, and metallurgical kilns) involves significant flue gas temperature variations (ceramic kiln exhaust temperatures can reach 500-600°C, glass kilns 400-500°C), and flue gas can contain dust (e.g., clay dust in ceramic kilns) and corrosive media (e.g., sulfides in metallurgical kilns).
The module design requires enhanced "high-temperature resistance and anti-clogging" features: High-temperature-resistant materials (e.g., 12Cr1MoVG, Incoloy 800H) should be used, tube gaps should be increased to prevent dust clogging, and high-pressure steam sootblowing devices should be installed. In addition to boiler feed water, the heated medium can also be used to heat process water (e.g., water for pulping in ceramic factories), achieving "cascaded utilization of waste heat."
You may also like
About us


Cover An Area

Factory Area

Employees

Export Countries

certificate

NEWS
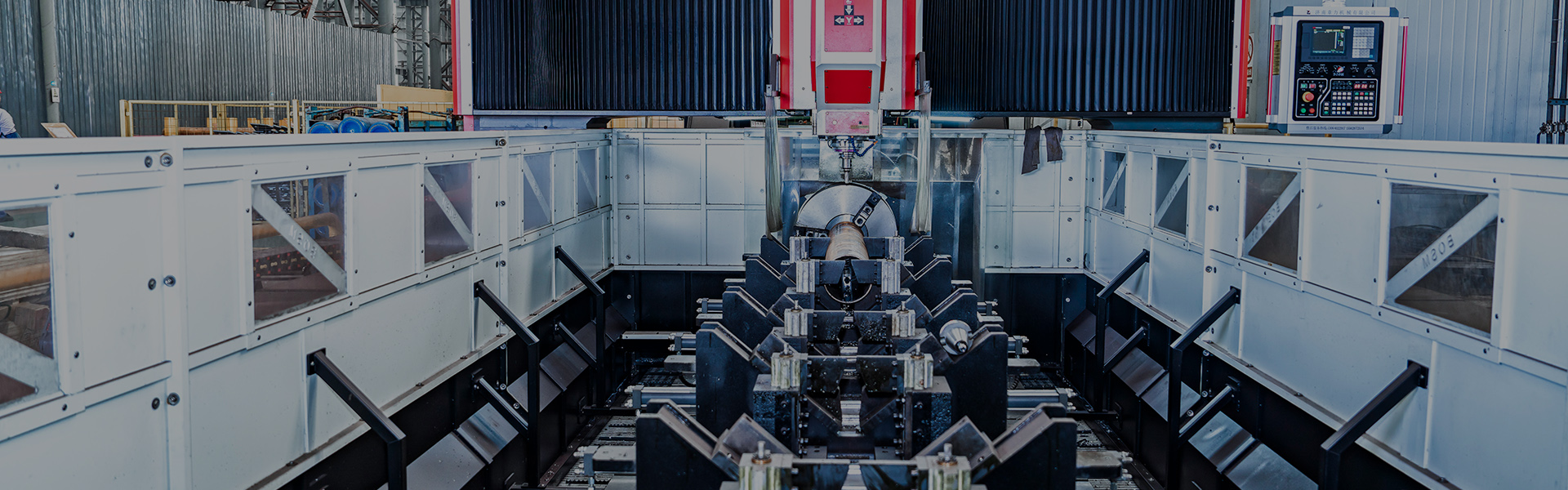
Industrial kilns operate at extremely high temperatures, making efficient energy recovery a critical aspect of reducing operational costs. Economizers installed on kiln flue gas streams capture residual heat and transfer it to incoming air or water, lowering fuel consumption and enhancing thermal efficiency. At Wuxi Jinker Power Equipment, we design kiln economizers that are precisely matched to each kiln’s thermal profile.
Ceramic kilns typically have long firing cycles and stable temperature zones, which allow for efficient heat recovery. Properly designed economizers in these applications preheat combustion air or process water, resulting in significant fuel savings. Our solutions use high-temperature resistant materials to withstand the aggressive flue gases generated during ceramic firing.
Selecting materials resistant to acidic condensates and thermal stress is critical. We often employ stainless steel alloys or ceramic-coated tubes to ensure durability and minimal maintenance in high-silica flue environments.
Glass production emits highly corrosive gases at elevated temperatures. Economizers in glass kilns capture heat to preheat air or process liquids, improving furnace efficiency. Our engineers design economizers with finned tubes and optimized flow paths to maximize heat transfer while mitigating corrosion risks.
Metallurgical processes generate flue gases containing particulates and aggressive chemicals. Economizers installed in these kilns not only recover heat but also help control emissions by lowering stack temperatures. We employ corrosion-resistant alloys and easy-clean designs to maintain long-term efficiency and reliability.
Designing an economizer requires balancing heat transfer, pressure drop, and maintenance accessibility. Common strategies include multi-pass heat exchangers, finned surfaces, and modular tube bundles. At Wuxi Jinker Power Equipment, we provide customized solutions that maximize heat recovery without compromising operational safety or flexibility.
Efficient kiln economizers reduce fuel consumption, lower greenhouse gas emissions, and improve overall plant profitability. The table below shows typical energy recovery potential for different kiln types:
| Kiln Type | Typical Heat Recovery | Fuel Savings |
| Ceramic Kiln | 200–400 kW | 8–12% |
| Glass Kiln | 300–600 kW | 10–15% |
| Metallurgical Kiln | 400–700 kW | 12–18% |
Regular inspection and maintenance of kiln economizers are essential for sustained efficiency. Techniques include soot blowing, chemical cleaning, and monitoring of temperature and pressure differentials. Our team at Wuxi Jinker Power provides customized maintenance plans that align with each kiln’s operating conditions.
Industrial, ceramic, glass, and Economizer for Industrial Kiln Flue Gas play a pivotal role in reducing energy consumption and improving sustainability. Through advanced design, proper material selection, and ongoing maintenance, these systems can deliver substantial cost savings and environmental benefits. At Wuxi Jinker Power Equipment, we combine engineering expertise with practical experience to provide optimized economizer solutions for diverse industrial kilns worldwide.
Wuxi Jinker Power Equipment Co., Ltd.