Content
A boiler exhausting flue gas at 350°C is burning money. That heat doesn't have to disappear up the stack — a boiler economizer captures it and puts it back to work, preheating feedwater before it enters the boiler. The result is less fuel burned for the same steam output. For industrial operations running boilers around the clock, that difference compounds fast.
How an Economiser in Boiler Actually Cuts Fuel Bills
The principle is straightforward: combustion flue gas exits the boiler still carrying significant thermal energy — typically between 120°C and 400°C depending on fuel type and boiler design. Without an economizer, that energy is vented to atmosphere as waste. With one installed, a finned tube bundle positioned in the flue duct intercepts those hot gases and transfers their heat to incoming feedwater.
The practical impact is measurable. Every 25°C reduction in exhaust gas temperature saves approximately 1% of fuel consumption. A well-sized industrial boiler economizer routinely drops stack temperatures by 50–100°C, delivering 2–4% fuel savings at minimum. In high-capacity installations, total efficiency gains of 8–15% are achievable. Over a full operating year, that translates directly to lower energy costs and reduced CO₂ emissions — without changing anything else about how the boiler runs.
The feedwater side of the equation matters equally. Cold feedwater entering the boiler forces the burner to work harder. An economiser in boiler preheats that water to 150–200°C before it reaches the steam drum, reducing the thermal load on the combustion system and extending boiler component life.
Types of Industrial Boiler Economizer: Match the Unit to the Flue Gas Source
Not all economizers handle the same conditions, and selecting the wrong type is a common and costly mistake. The three primary application categories correspond to where the flue gas originates:
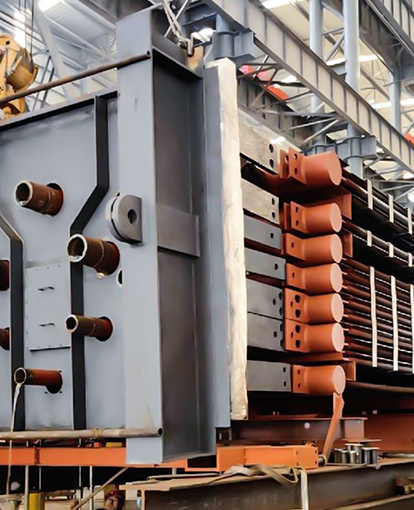
Boiler tail flue gas — the most common scenario. Coal-fired, gas-fired, and biomass boilers discharge flue gas from the tail duct at 120–400°C. These units are typically arranged in series with an air preheater, using serpentine or spiral finned tube structures in carbon steel or ND steel. This is the standard configuration for steam and hot water boiler systems. See economizers for boiler tail flue gas recovery for this application.
Industrial kiln flue gas — cement kilns, rotary kilns, and high-temperature furnaces produce flue gas with heavier particulate loading and wider temperature swings. The economizer design must account for ash fouling and erosion, requiring wider tube pitches and more aggressive soot-blowing provisions. Purpose-built economizers for industrial kiln flue gas address these conditions specifically.
Process equipment flue gas — chemical reactors, refinery heaters, and other process units generate exhaust streams that may contain corrosive compounds. Material selection becomes critical: stainless steel or acid-resistant alloys are often necessary to prevent tube failure at the acid dew point. Economizers for process equipment flue gas are engineered around the specific chemistry of each exhaust stream.
Key Parameters to Get Right Before You Specify
An economizer performs only as well as its sizing. The following parameters define the engineering envelope and should be confirmed before any unit is specified:
- Inlet and outlet flue gas temperatures — for boiler tail applications, inlet typically ranges 120–200°C with a target outlet of 100–150°C. Pushing below the acid dew point risks corrosion damage on carbon steel tubes.
- Feedwater temperatures — inlet feedwater at 80–120°C, outlet target 150–200°C. These determine the log mean temperature difference and dictate heat transfer surface area.
- Heat transfer coefficient — finned tube economizers operate in the range of 20–50 W/m²·K. Higher flue gas velocities (8–15 m/s) improve heat transfer but increase pressure drop across the bundle.
- Pressure drop constraints — flue gas side pressure drop typically runs 100–500 Pa; feedwater side 50–200 kPa. Exceeding these affects induced draft fan capacity and system balance.
- Tube geometry and material — spiral finned tubes maximize surface area per unit volume. For aggressive flue gas chemistries, material upgrades to ND steel or stainless significantly extend service life. Spiral finned tubes for economizer heat exchange offer high surface density with manageable fouling characteristics.
Common Mistakes That Undermine Economizer Performance
Three failure patterns appear repeatedly in industrial economizer installations:
Operating below the acid dew point. When flue gas cools past the condensation temperature of sulfuric or hydrochloric acid (typically 120–150°C for sulfur-containing fuels), acid condenses on tube walls and corrodes carbon steel rapidly. The fix is either maintaining minimum feedwater inlet temperatures or specifying acid-resistant materials from the outset — not retrofitting after the damage appears.
Oversizing or undersizing for actual operating conditions. An economizer designed for peak boiler load will underperform at part load, where lower flue gas flow rates reduce heat transfer significantly. Units should be sized for the most frequent operating point, not the nameplate maximum. Accurate flue gas flow rate data — not estimates — are essential inputs.
Neglecting fouling management. Ash and soot accumulate on finned tube surfaces over time, progressively insulating the heat transfer area. Without a regular cleaning protocol — soot blowing, water washing, or mechanical cleaning depending on fuel type — an economizer that delivered 10% efficiency gains at commissioning may contribute almost nothing a year later. Building maintenance access into the installation from the start is far cheaper than modifying it afterwards.